






Exceptional Performance in Extreme Conditions
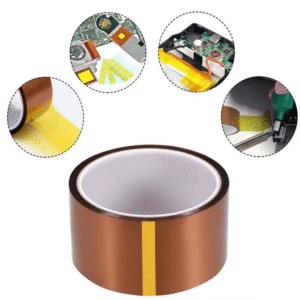
Black Amber Polyimide Film is engineered to meet the demanding needs of advanced electrical applications. Designed for high-temperature environments, this film provides robust insulation without compromising reliability or performance. Its exceptional thermal stability ensures consistent operation up to temperatures of 500°F (260°C), making it the perfect solution for challenging applications where other materials might fail. Whether you’re tackling aerospace projects, automotive electronics, or industrial machinery, this polyimide film delivers lasting results you can depend on.
Precision-Engineered Durability
Crafted from high-quality polyimide material, Black Amber Polyimide Film boasts impressive mechanical strength, a lightweight structure, and remarkable resistance to wear and tear. Its high dielectric strength makes it an excellent insulator for electrical circuits, providing dependable protection against electrical failures and short circuits. This film’s black amber hue lends aesthetic appeal while maintaining its functionality, ensuring it fits smoothly into modern designs. Moreover, its chemical resistance guarantees enduring performance, even when exposed to aggressive chemicals or solvents during manufacturing processes.
Versatile Applications for Modern Innovation
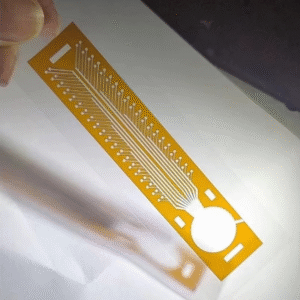
From industrial-grade insulation to cutting-edge electronics, Black Amber Polyimide Film is adaptable to a wide variety of applications. It serves as a key material in wire and cable insulation, flexible printed circuit boards, and thermal insulation barriers. Whether applied to high-voltage systems or miniature electronic components, this film excels with scalable effectiveness. Its versatility extends to industries such as aerospace, automotive, renewable energy, and consumer electronics, showcasing its ability to meet the most pressing demands of innovators and engineers alike.
Reviews
There are no reviews yet.